
“微信扫一扫”进入"可可试卷"微信小程序刷题
2023年二级建造师《机电工程管理与实务》章节精编习题(998题)
第141题 钢制储罐底板的幅板与边缘板之间常用( )连接。
A.对接接头
B.T形接头
C.角接接头
D.搭接接头
参考答案:D
解析:本题考查焊接接头。钢制储罐底板的幅板之间、幅板与边缘板之间、人孔(接管)或支腿补强板与容器壁板(顶板)之间等常用搭接接头连接。
第142题 与焊接线能量有直接关系的因素不包括()。
A.焊接电流
B.电弧电压
C.焊接速度
D.焊接时间
参考答案:D
解析:
本题考查焊接线能量。
决定焊接线能量的主要参数就是焊接速度、焊接电流和电弧电压,见公式q=I·U∕v 。
式中 q——线能量(J/cm);
I——焊接电流(A);
U——焊接电压(V);
v ——焊接速度(cm/s)。
第143题 常用的焊缝无损检测方法中,适合于焊缝内部缺陷检测的方法是( ) 。
A.射线探伤
B.涡流探伤
C.磁性探伤
D.渗透探伤
参考答案:A
解析:本题考查的是焊后检验的常用无损检测方法。射线探伤和超声探伤适合于焊缝内部缺陷的检测,磁粉、渗透和涡流适用于焊缝表面质量的检查。
第144题 管道轴测图应标明的焊接工艺信息不包括( )。
A.焊缝编号和焊工代号
B.无损检测焊缝位置
C.热处理焊缝位置
D.焊接检查记录
参考答案:D
解析:要求无损检测和焊缝热处理的焊缝,应在设备排版图或管道轴测图上标明焊缝位置、焊缝编号、焊工代号、无损检测方法、无损检测焊缝位置、焊缝补焊位置、热处理和硬度检验的焊缝位置。
第145题 机电工程焊接中常用的焊接方法SMAW指以下()焊接方法。
A.钨极气体保护焊
B.焊条电弧焊
C.熔化极气体保护焊
D.气电立焊
参考答案:B
解析:本题考查常用的焊接方法。A.钨极气体保护焊GTAW;B.焊条电弧焊SMAW;C.熔化极气体保护焊GMAW(MAG);D.气电立焊EGW。其中ABC属于电弧焊。
第146题 能用于指导焊工施焊和焊后热处理工作的是()。
A.焊接工艺评定报告(PQR)
B.焊接作业指导书(WWI)
C.预焊接工艺规程(pWPS)
D.焊接工艺规程(WPS)
参考答案:B
解析:本题考查焊接工艺评定作用。
工程产品施焊前,应依据PQR编制焊接作业指导书(缩写为:WWI),用于指导焊工施焊和焊后热处理工作,一份WWI可以依据一份或多份PQR编制;一份PQR可用于编制多份焊接作业指导书的依据。
第147题 熔焊时,焊件接缝所处的空间位置,有( )位置。
A.平焊
B.环焊
C.纵焊
D.立焊
E.横焊
参考答案:ADE
解析:本题考查焊缝形式。按施焊时焊缝在空间所处位置,分为平焊缝、立焊缝、横焊缝、仰焊缝四种形式
第148题 下列参数中,属于焊条电弧焊焊接过程中应控制的工艺参数有()。
A.焊接电流
B.焊接电压
C.焊接速度
D.坡口尺寸
E.焊接层数
参考答案:ABCE
解析:本题考查焊接过程检验。(一)焊接工艺和焊接技术措施检查
焊工操作焊条电弧焊时,检查其执行的焊接工艺参数包括:焊接方法、焊接材料、焊接电流、焊接电压、焊接速度、电流种类、极性、焊接层(道)数、焊接顺序。
第149题 锅炉受压元件及其焊接接头质量检验包括( )。
A.充水试验
B.通球试验
C.化学成分分析
D.严密性试验
E.力学性能检验
参考答案:BCE
解析:锅炉受压元件及其焊接接头质量检验包括:外观检验、通球试验、化学成分分析、无损检测、力学性能检验。充水试验是储罐的试验内容;严密性试验是管道的试验内容。
第150题 以下属于平面型缺陷的有( )。
A.气孔
B.夹渣
C.裂纹
D.未熔合
E.未焊透
参考答案:CD
解析:本题考查焊接缺陷。
1)按缺陷的形态可分为:平面型缺陷(如裂纹、未熔合等);体积型缺陷(如气孔、夹渣等)。
2)按缺陷出现位置不同可分为:表面缺陷(如焊缝尺寸不符合要求,咬边、表面气孔、表面夹渣、表面裂纹、焊瘤、弧坑等);内部缺陷(如气孔、夹渣、裂纹、未熔合、偏析、显微组织不符合要求等)。
3)按缺陷的可见度分为:宏观缺陷,微观缺陷。
第151题 关于焊接后检验,说法正确的有( )。
A.射线检测是一种内部无损检测方法
B.射线检测技术等级最高的是AB级
C.低合金高强钢的无损检测应在焊接完成后12h内进行
D.局部加热热处理的焊缝应进行硬度检验
E.强度试验应在无损检测及热处理后进行
参考答案:ADE
解析:B选项,射线检测技术等级分为A、AB、B三个级别,其中A级最低、B级最高;C选项,对有延迟裂纹倾向的接头(如:低合金高强钢、铬钼合金钢),无损检测应在焊接完成24h后进行。
第152题 关于焊接工艺评定的说法,正确的有()。
A.管道工艺评定的目的在于验证用此工艺能否得到具有合格力学性能的完好焊接接头
B.钢结构施工中,针对首次采用的焊接材料,施工单位应在施工前进行焊接工艺评定试验
C.焊接工艺评定可以委托其他单位进行
D.焊接工艺评定的试件可由外单位熟练焊工按照本单位拟定的评定过程完成试件焊接
E.当焊接方法的次要因素变更时,不需要重新评定
参考答案:ABE
解析:本题考查焊接工艺评定。
(1)工艺评定的目的在于验证用此工艺能否得到具有合格力学性能,如强度、塑性和硬度等的完好焊接接头。
(2)《钢结构工程施工规范》施工单位首次采用的钢材、焊接材料、焊接方法、焊接接头、焊接位置、焊后热处理等各种参数及参数的组合,应在钢结构制作及安装前进行焊接工艺评定试验。
(3))施工单位应采取内部委托自行组织完成焊接工艺评定工作,任何施焊单位不允许将焊接工艺评定的关键工作(PWPS的编制、试件焊接等)委托另一个单位来完成。
(4))焊评试件应由本单位技能熟练的焊工,使用本单位的焊接设备施焊,既可证明施焊单位的焊接技术能力和工装水平,又能排除焊工技能因素的影响
(5)当增加或变更次要因素时,不需要重新评定,但需重新编制预焊接工艺规程。
第153题 关于焊接操作要求的说法,正确的有()。
A.定位焊缝不得熔入正式焊缝
B.不得在焊接坡口内试验电流
C.盖面焊道不得锤击清除应力
D.焊机电流表未校验不得使用
E.焊接中断时应控制冷却速度
参考答案:CDE
解析:本题考查2H312031焊接工艺的选择与评定
(五)操作要求
1.焊接设备及辅助装备等
应能保证焊接工作的正常进行和安全可靠,仪表应定期校验。(D正确)
2.焊接坡口清理
(1)非合金钢压力容器焊接坡口及其附近(焊条电弧焊时,每侧约10mm处;埋弧焊、等离子弧焊、气体保护焊每侧各20mm),应将水、锈、油污、积渣和其他有害杂质清理干净;
(2)铝及铝合金焊接坡口及其附近各50mm 处化学方法或机械方法去除表面氧化膜;应用丙酮等有机溶剂去除油污及对焊接质量有害的物质。
3.预热及层间温度
对于需要预热的多层(道)焊焊件,其层间温度应不低于预热温度。焊接中断时,应控制冷却速度(E正确)或采取其他措施防止其对管道产生有害影响。恢复焊接前,应按焊接工艺规程的规定重新进行预热。
4.注意事项
(1)不得在焊件表面引弧或试验电流;(B错误)
(2)在根部焊道和盖面焊道上不得锤击。(C正确)
二、焊接工艺评定
(一)规范要求
2.容器
(1)压力容器:施焊前,受压元件焊缝、与受压元件相焊的焊缝、熔入永久焊缝内的定位焊缝、受压元件母材表面堆焊与补焊,以及上述焊缝的返修焊缝都应按NB/T 47014—2011进行焊接工艺评定或者具有经过评定合格的焊接工艺支持。(A错误)
第154题 机械设备安装的一般施工程序中安装精度调整下一道工序是( )。
A.垫铁设置
B.润滑与设备加油
C.设备固定与灌浆
D.零部件装配
参考答案:C
解析:本题考查机械设备安装的一般施工程序:
施工准备→设备开箱检查→基础测量放线→基础检查验收→垫铁设置→设备吊装就位→设备安装调整→设备固定与灌浆→零部件清洗与装配→润滑与设备加油→设备试运转→工程验收。
第155题 设备安装一般程序中,零部件清洗与装配的下一步工序应该为()。
A.设备试运转
B.设备固定与灌浆
C.设备安装调整
D.润滑与设备加油
参考答案:D
解析:机械设备安装的一般程序为:施工准备—设备开箱检查—基础测量放线—基础检查验收—垫铁设置—设备吊装就位—设备安装调整—设备固定与灌浆—零部件清洗与装配—润滑与设备加油—设备试运转—工程验收。
第157题 机电设备安装现场施工中过盈配合件的装配主要采用()。
A.压入装配法
B.低温冷装配法
C.焊接固定法
D.加热装配法
参考答案:D
解析:本题考查过盈配合件装配。
过盈配合件的装配方法,一般采用压入装配、低温冷装配和加热装配法,而在安装现场,主要采用加热装配法。
第158题 修配法是对补偿件进行补充加工,其目的是( )。
A.修复施工中的缺陷
B.修补设备制造中的缺陷
C.抵消过大的安装积累误差
D.补充设计的不足
参考答案:C
解析:本题考查影响设备安装精度的因素——设备安装精度的控制。
必要时为抵消过大的装配或安装累积误差,在适当位置利用补偿件进行调节或修配。
第159题 设备安装偏差控制中,控制相邻设备水平度偏差的方向相反,属于( )。
A.补偿温度变化引起的偏差
B.设备安装精度偏差的相互补偿
C.补偿使用过程中磨损引起的偏差
D.补偿受力引起的偏差
参考答案:B
解析:本题考查设备安装偏差方向的控制。包含ABCD,其中,连续生产机组是由许多单体设备组成的,在安装中将各个单体设备安装的允许偏差从整个机组考虑,控制其偏差方向,合理排列和分布,不产生偏差积累,而是相互补偿的效果,对机组的运行是很有益的。例如:控制相邻辊道轴线与机组中心线垂直度偏差的方向相反,控制相邻设备水平度偏差的方向相反,就可以减少产品在机组运行中的跑偏。
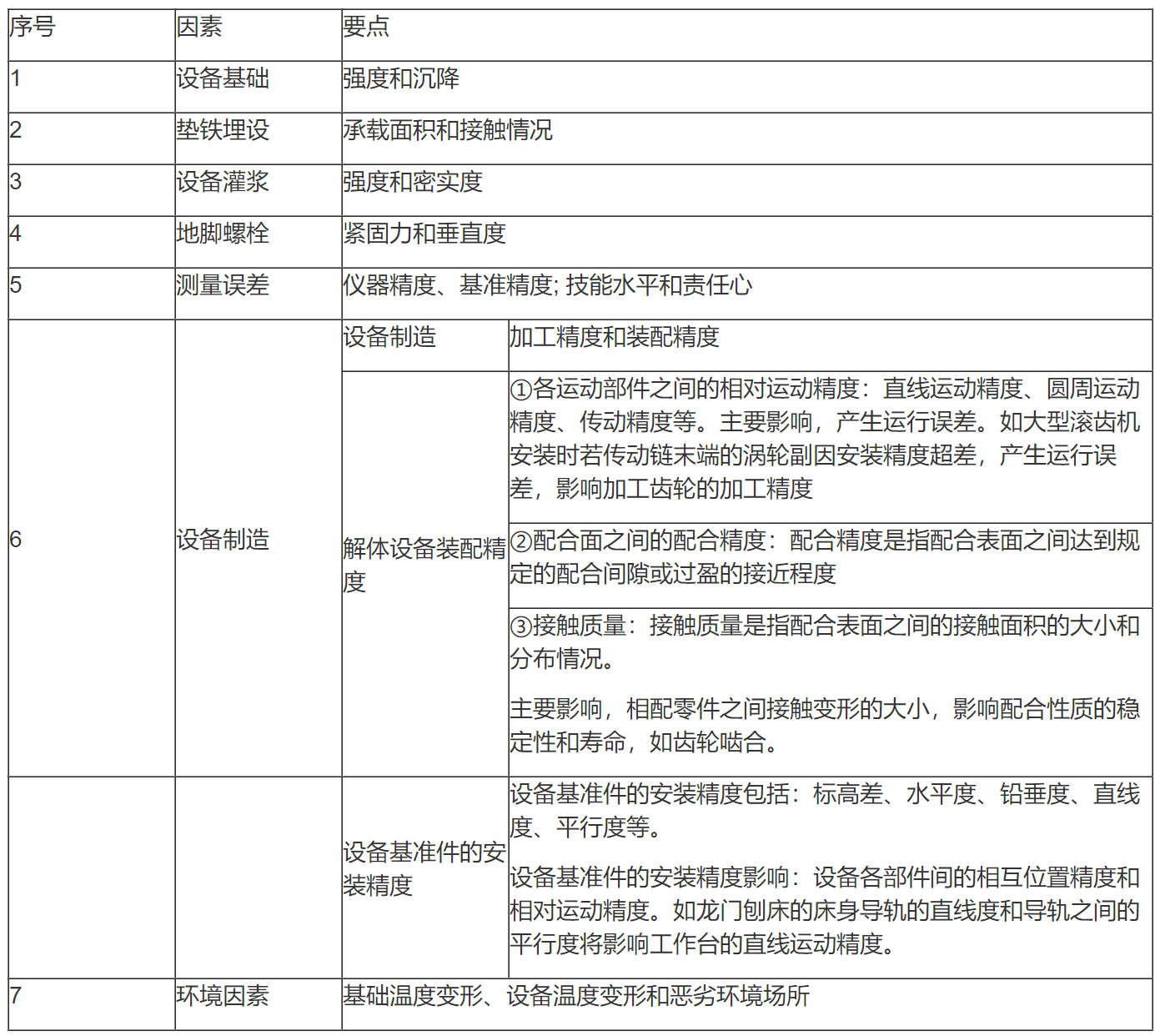
第160题 某解体设备齿轮装配过程中,质量工程师检查齿轮啮合时发现与相配零件之间接触变形的过大,属于解体设备装配的 ( )问题。
A.各运动部件之间的传动精度
B.各运动部件之间的圆周运动精度
C.配合面之间的配合精度
D.配合面之间的接触质量
参考答案:D
解析:影响设备安装精度的因素
2) 各运动部件之间的相对运动精度。现场组装大型设备各运动部件之间的相对运动精度包括直线运动精度、圆周运动精度、传动精度等。如大型滚齿机安装时若传动链末端的涡轮副因安装精度超差,产生运行误差,将会影响加工齿轮的加工精度。
3)配合面之间的配合精度和接触质量。配合精度是指配合表面之间达到规定的配合间隙或过盈的接近程度,它直接影响配合的性质。接触质量是指配合表面之间的接触面积的大小和分布情况,它主要影响相配零件之间接触变形的大小,从而影响配合性质的稳定性和寿命,如齿轮啮合。