
“微信扫一扫”进入"可可试卷"微信小程序刷题
一级造价工程师 《建设工程技术与计量》(安装)考试题库(1145题)
第261题 金属燃烧生成的氧化物及反应表面毗邻的部分金属被燃烧热熔化后,再被气流吹掉的切割方法是( )。
A.激光切割
B.气割
C.等离子弧切割
D.碳弧切割
参考答案:B
解析:
气割是利用金属燃烧生成的氧化物及反应表面毗邻的部分金属被燃烧热熔化后,再被气流吹掉的切割方法。气割优点是设备简单、使用灵活。
第262题 等离子弧切割的主要特点是( )。
A.切割过程是依靠氧化燃烧
B.利用碳极电弧的高温,把金属局部加热到熔化状态,用压缩空气气流吹掉
C.能够切割绝大部分金属和非金属材料
D.切割面光洁度高、但热变形较大
参考答案:C
解析:
等离子弧切割过程不是依靠氧化反应,而是靠熔化来切割材料,因而比氧-燃气切割的适用范围大得多,能够切割绝大部分金属和非金属材料,如不锈钢、高合金钢、铸铁、铝、铜、钨、钼、和陶瓷、水泥、耐火材料等。等离子切割主要优点在于切割厚度不大的金属的时候,等离子切割速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割法5~6倍、切割面光洁、热变形小、几乎没有热影响区。
第263题 切口质量优异,表面平滑,可对任何材料进行切割的切割方式为( )。
A.激光切割
B.水刀切割
C.等离子弧切割
D.氧熔切割
参考答案:B
解析:
水刀切割的特点:可以对任何材料进行任意曲线的一次性切割加工;切口质量优异,表面平滑,不存在任何毛刺和氧化残迹,切口不需要二次加工;安全、环保、速度较快、效率较高,广泛应用于陶墅、石材、玻璃、金属、复合材料、化工等行业。
第264题 氧-氢火焰切割是利用电解水装置产生的氢-氧混合气做燃料的一种火焰切割方法,其主要特点为( )。
A.成本较低
B.割口表面光洁度低
C.安全性较差
D.环保
参考答案:AD
解析:氧-氢火焰切割是利用电解水装置产生的氢-氧混合气做燃料的一种火焰切割方法。氢-氧焰温度可达3000℃,火焰集中,割口表面光洁度高,无烧塌和圆角现象,不结渣。也可以用于火焰加热。氧-氢火焰切割具有以下优点:
(1)成本较低。燃气费用仅为乙炔的20%,丙烷的30~40%,且无需搬运和更换气瓶,减轻了劳动强度,提高了工时利用率。
(2)安全性好。由于气体不储存,即产即用,安全性比钢瓶燃气要高。
(3)环保。生产过程无污染,氢氧气燃烧后产物为水,无毒、无味、无烟,给工人一个清爽的工作环境。
第265题 在金属结构制造部门得到广泛应用,加工多种不能用气割加工的金属,如铸铁、高合金钢、铜和铝及其合金等,但对有耐腐蚀要求的不锈钢一般不采用的切割方法是( )。
A.氧-乙炔火焰切割
B.等离子弧切割
C.碳弧气割
D.冷切割
参考答案:C
解析:
本题考查的是切割。
碳弧气割是利用碳极电弧的高温,把金属局部加热到熔化状态,同时用压缩空气气流把熔化金属吹掉,从而达到对金属进行切割的一种加工方法。利用该方法也可在金属上加工沟槽。电弧切割的适用范围及特点为:
(1)在清除焊缝缺陷和清理焊根时,能在电弧下清楚地观察到缺陷的形状和深度,生产效率高。
(2) 可用来加工坡口,特别适用于开U 形坡口。
(3) 使用方便,操作灵活。
(4) 可以加工多种不能用气割加工的金属,如铸铁、高合金钢、铜和铝及其合金等,但对有耐腐蚀要求的不锈钢一般不采用此种方法切割。
(5) 设备、工具简单,操作使用安全。
(6) 碳弧气割可能产生的缺陷有夹碳、粘渣、铜斑、割槽尺寸和形状不规则等。
第266题 激光切割与其他热切割方法相比较,主要特点有( )。
A.切口宽度大、切割精度高
B.切割速度快
C.可切割金属、非金属、金属基和非金属基复合材料、皮革、木材及纤维
D.可以切割任意厚度的材料
参考答案:BC
解析:
本题考查的是切割。
激光切割与其他热切割方法相比较,主要特点有:切口宽度小(如0.1mm左右)、切割精度高、切割速度快、质量好,并可切割多种材料(金属、非金属、金属基和非金属基复合材料、皮革、木材及纤维等)。激光切割由于受激光器功率和设备体积的限制,只能切割中、小厚度的板材和管材,而且随着工件厚度的增加,切割速度明显下降。此外,激光切割设备费用高,一次性投资大。
第267题 可用来加工焊缝坡口,特别适用于开U形坡口,还可加工多种不能用气割加工的金属的切割方法为( )。
A.氧熔剂切割
B.等离子弧切割
C.碳弧气割
D.激光切割
参考答案:C
解析:
本题考查的是切割。
碳弧切割的适用范围及特点为:(1)在清除焊缝缺陷和清理焊根时,能在电弧下清楚地观察到缺陷的形状和深度,生产效率高。(2)可用来加工焊缝坡口,特别适用于开U形坡口。(3)使用方便,操作灵活。(4)加工多种不能用气割加工的金属,如铸铁、高合金钢、铜和铝及其合金等,但对有耐腐蚀要求的不锈钢一般不采用此种方法切割。(5)设备、工具简单,操作使用安全。(6)碳弧气割可能产生的缺陷有夹碳、粘渣、铜斑、割槽尺寸和形状不规则等。
第268题 切割厚度不大的金属的时候速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割法5~6倍的切割方法为( )。
A.氧熔剂切割
B.等离子弧切割
C.碳弧气割
D.激光切割
参考答案:B
解析:
本题考查的是切割。
等离子切割机配合不同的工作气体可以切割各种气割难以切割的金属,尤其是对于有色金属(不锈钢、碳钢、铝、铜、钛、镍),切割效果更佳;其主要优点切割速度快(如在切割普通碳素钢薄板时,速度可达氧切割法5~6倍)、切割面光洁、热变形小、几乎没有热影响区。
第269题 在电弧焊中,具有熔深大、生产率高、机械化程度高,适宜于焊接中厚板结构的长焊缝,此种焊接方法为( )。
A.等离子弧焊
B.压力焊
C.钎焊
D.埋弧焊
参考答案:D
解析:
本题考查的是熔化焊。
埋弧焊熔深大、生产率高、机械化程度高,适宜于焊接中厚板结构的长焊缝。
第270题 在焊接方法分类中,属于熔焊的有( )。
A.埋弧焊
B.电阻焊
C.激光焊接
D.摩擦焊
参考答案:AC
解析:
本题考查的是熔化焊。
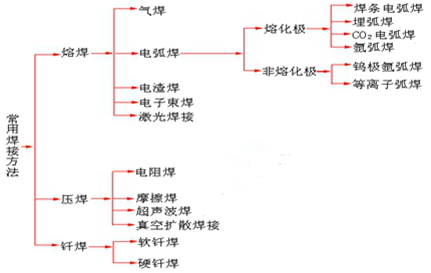
按照焊接过程中金属所处的状态及工艺的特点,可以将焊接方法分为熔焊、压力焊和钎焊三大类。
第271题 利用外加CO2气体作为电弧介质并保护电弧的焊接方式为CO2气体保护焊,其特点有( )。
A.焊接生产效率低
B.焊接飞溅较大,焊缝表面成形较差
C.不能焊接容易氧化的有色金属
D.焊接变形小、焊接质量较高
参考答案:BCD
解析:
本题考查的是熔化焊。
CO2气体保护电弧焊属于气体保护电弧焊,是利用外加CO2气体作为电弧介质并保护电弧与焊接区的电弧焊方法。
主要优点:
①焊接生产效率高。
②焊接变形小、焊接质量较高。
③适用范围广。
④焊接成本低。
⑤焊接时电弧为明弧焊,可见性好,操作简便,容易掌握。
不足之处:
①焊接飞溅较大,焊缝表面成形较差。
②不能焊接容易氧化的有色金属。
③抗风能力差,给室外作业带来一定困难。
④很难用交流电源进行焊接,焊接设备比较复杂。
第272题 焊接时热效率高,熔深大,焊接速度高、焊接质量好,适用于有风环境和长焊缝焊接,但不适合焊接厚度小于1mm的薄板。此种焊接方法为( )。
A.焊条电弧焊
B.CO2电弧焊
C.氩弧焊
D.埋弧焊
参考答案:D
解析:
本题考查的是熔化焊。
埋弧焊的主要优点是:
①热效率较高,熔深大,工件的坡口可较小,减少了填充金属量。
②焊接速度高。
③焊接质量好。
④在有风的环境中焊接时,埋弧焊的保护效果胜过其它焊接方法。
埋弧焊的缺点有:
①只适用于水平位置焊缝焊接。
②难以用来焊接铝、钛等氧化性强的金属及其合金。
③容易焊偏。
④只适于长焊缝的焊接。
⑤不适合焊接厚度小于1mm的薄板。
第273题 钨极惰性气体保护焊的主要缺点有( )。
A.仅适用于薄板及超薄板材的焊接
B.熔深浅,熔敷速度小,生产效率较低
C.是一种不熔化极的电弧焊
D.易受周围气流的干扰
参考答案:ABD
解析:
本题考查的是熔化焊。
钨极惰性气体保护焊的缺点有:
①熔深浅,熔敷速度小,生产率较低。
②只适用于薄板(6mm以下)及超薄板材料焊接。
③气体保护幕易受周围气流的干扰,不适宜野外作业。
④惰性气体(氩气、氦气)较贵,生产成本较高。
第274题 熔化焊焊接时,不适于焊接1mm以下薄钢板的焊接方法是( )。
A.等离子弧焊
B.激光焊
C.埋弧焊
D.钨极气体保护焊
参考答案:C
解析:
本题考查的是熔化焊。
埋弧焊的主要优点是:
①热效率较高,熔深大,工件的坡口可较小,减少了填充金属量。
②焊接速度高,当焊接厚度为8~10mm的钢板时,单丝埋弧焊速度可达 50~80cm/min。
③焊接质量好,焊剂的存在不仅能隔开熔化金属与空气的接触,而且使熔池金属较慢地凝固,减少了焊缝中产生气孔、裂纹等缺陷的可能性。
④在有风的环境中焊接时,埋弧焊的保护效果胜过其它焊接方法。
埋弧焊的缺点有:
①由于采用颗粒状焊剂,这种焊接方法一般只适用于水平位置焊缝焊接。
②难以用来焊接铝、钛等氧化性强的金属及其合金。
③由于不能直接观察电弧与坡口的相对位置,容易焊偏。
④只适于长焊缝的焊接。
⑤不适合焊接厚度小于1mm的薄板。
由于埋弧焊熔深大,生产效率高,机械化操作的程度高,因而适于焊接中厚板结构的长焊缝和大直径圆筒的环焊缝,尤其适用于大批量生产。
第275题 与熔化极氩弧焊相比,钨极氩弧焊的特点为()。
A.焊接速度快
B.熔敷效率较高
C.适用于有色金属及不锈钢的焊接
D.适用于薄板及超薄板的焊接
参考答案:D
解析:
本题考查的是熔化焊。
钨极惰性气体保护焊(TIG焊)的缺点有:①熔深浅,熔敷速度小,生产率较低。②只适用于薄板(6mm以下)及超薄板材料焊接。③气体保护幕易受周围气流的干扰,不适宜野外作业。④惰性气体(氩气、氦气)较贵,生产成本较高。熔化极气体保护焊的特点:①和TIG焊一样,它几乎可以焊接所有的金属,尤其适合于焊接有色金属、不锈钢、耐热钢、碳钢、合金钢等材料。②焊接速度较快,熔敷效率较高,劳动生产率高。③可直流反接,焊接铝、镁等金属时有良好的阴极雾化作用,可有效去除氧化膜,提高了接头的焊接质量。④不采用钨极,成本比TIG焊低。⑤由于氩为惰性气体,不与任何物质发生化学反应,所以对焊丝及母材表面的油污、铁锈等较为敏感,容易产生气孔,焊前必须仔细清理焊丝和工件。
第276题 下列焊接方法中,适用于薄板焊接的有( )。
A.气焊
B.埋弧焊
C.气电焊
D.缝焊
参考答案:ACD
解析:
本题考查的是熔化焊。
气焊主要应用于薄钢板、低熔点材料(有色金属及其合金)、铸铁件和硬质合金刀具等材料的焊接,以及磨损、报废车件的补焊、构件变形的火焰矫正等。
埋弧焊适用于焊接中厚板结构的长焊缝和大直径圆筒的环焊缝,尤其适用于大批量生产,不适合焊接厚度小于1mm的薄板。
气电焊电弧在保护气流的压缩下热量集中,焊接速度较快,熔池较小,热影响区窄,焊件焊后变形小,可以焊接薄板。
缝焊多用于焊接有密封性要求的薄壁结构(δ≤3mm),如油桶、罐头罐、暖气片、飞机和汽车油箱的薄板焊接。
第277题 焊接速度较快,熔敷效率较高,劳动生产率高,焊接铝、镁等金属时有良好的阴极雾化作用,可有效去除氧化膜,提高接头的焊接质量的焊接方法为( )。
A.埋弧焊
B.钨极惰性气体保护焊
C.熔化极气体保护焊
D.二氧化碳气体保护焊
参考答案:C
解析:
熔化极气体保护焊:采用可熔化的焊丝作电极,焊接速度较快,熔敷效率较高,劳动生产率高。MIG焊可直流反接,焊接铝、镁等金属时有良好的阴极雾化作用,可有效去除氧化膜,提高接头的焊接质量。
第278题 熔化极气体保护焊(MIG焊),其主要特点为( )。
A.利用外加CO2气体作为电弧介质并保护电弧与焊接区
B.采用连续送进的焊丝焊接
C.焊接速度较快,熔敷效率较高,劳动生产率高
D.不可采用直流反接法焊接
参考答案:BC
解析:
MIG焊的特点:
①和TIG焊一样,它几乎可以焊接所有的金属,尤其适合于焊接有色金属、不锈钢、耐热钢、碳钢、合金钢等材料。
②焊接速度较快,熔敷效率较高,劳动生产率高。
③MIG焊可直流反接,焊接铝、镁等金属时有良好的阴极雾化作用,可有效去除氧化膜,提高了接头的焊接质量。
④不采用钨极,成本比TIG焊低。
第279题 CO2 气体保护焊的缺点是( )。
A.生产效率高、焊接变形小、适用范围广
B.焊接时电弧为明弧焊,可见性好
C.操作简单,容易掌握
D.焊接飞溅较大,防风能力差
参考答案:D
解析:
本题考查的是熔化焊。
CO2气体保护焊不足之处:
①焊接飞溅较大,焊缝表面成形较差。
②不能焊接容易氧化的有色金属。
③抗风能力差,给室外作业带来一定困难。
④很难用交流电源进行焊接,焊接设备比较复杂。
第280题 能很好地控制热输入,是焊接薄板金属和打底焊的一种极好方法,几乎可以适用于所有金属的连接,这种焊接方法是( )。
A.钨极惰性气体保护焊
B.二氧化碳气体保护焊
C.熔化极气体保护焊
D.等离子弧焊
参考答案:A
解析:
本题考查的是熔化焊。
钨极惰性气体保护焊由于能很好地控制热输入,所以它是焊接薄板金属和打底焊的一种极好方法,几乎可以适用于所有金属的连接,尤其适用于焊接化学活泼性强的铝、镁、钛和锆等有色金属和不锈钢、耐热钢等各种合金。